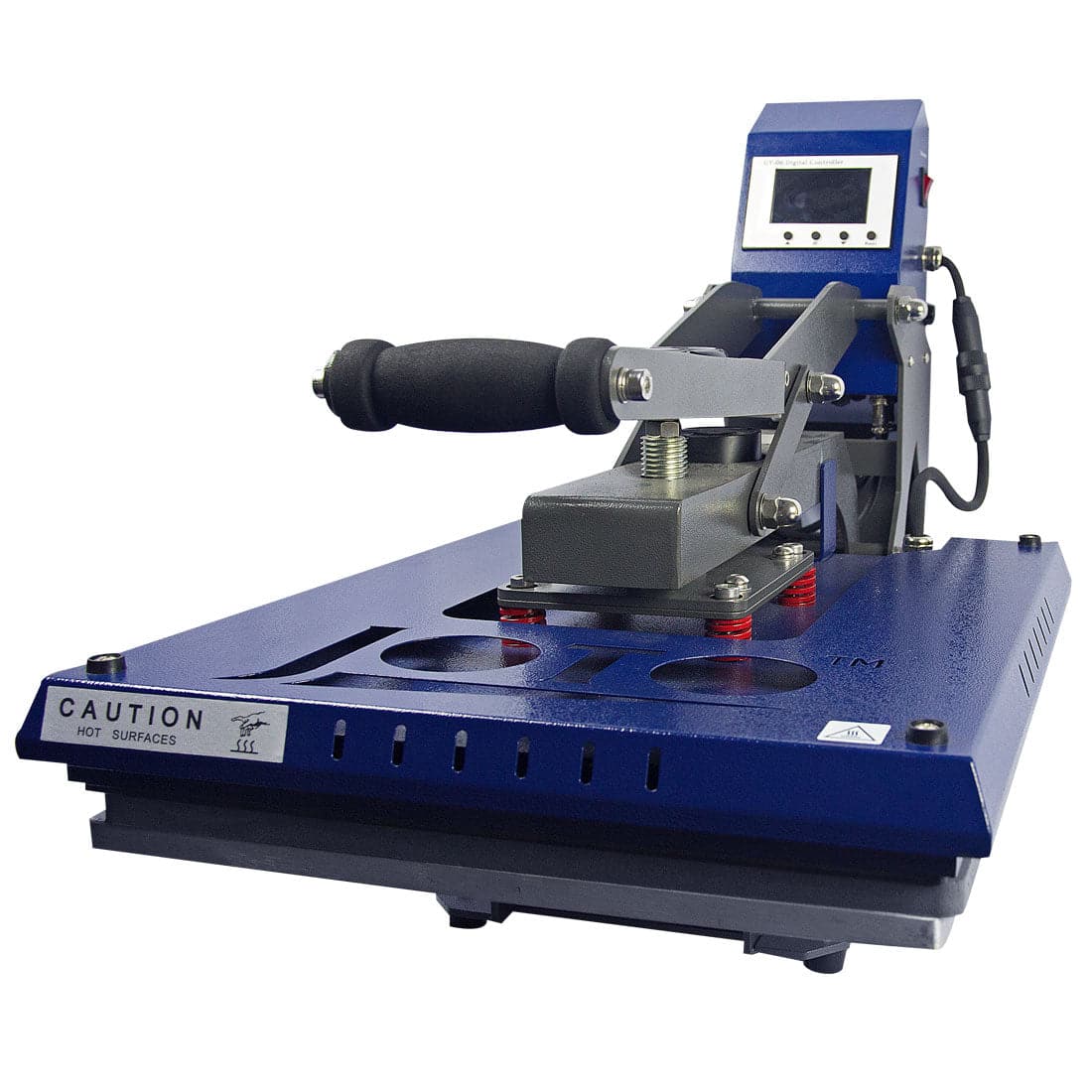
Professional DTF inks are engineered for use with piezo-electric printheads, primarily supporting Epson-based models such as the Procolored series and industrial systems equipped with i3200 or DX5 heads. These high-opacity inks offer exceptional versatility, allowing for high-quality transfers onto a wide range of textiles including 100% cotton, polyester, poly-cotton blends, and nylon. By utilizing a specialized pigment binder, our DTF inks ensure superior stretchability and wash fastness across both light and dark substrates without the need for garment pre-treatment. At Joto Imaging Supplies, we provide premium ink solutions designed to maintain consistent viscosity and prevent nozzle clogging in high-volume production environments.