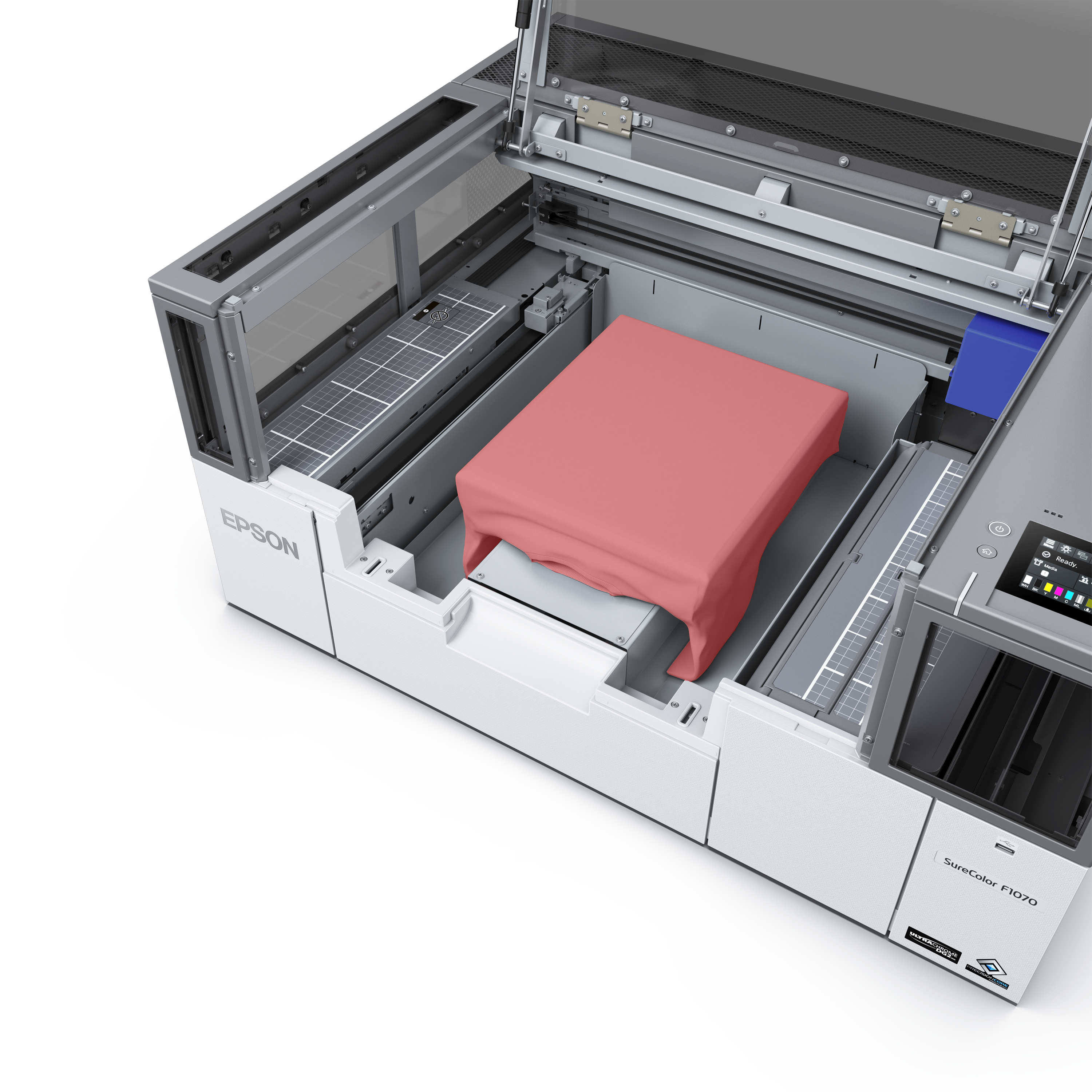
Direct-to-garment (DTG) printers are engineered to apply specialized water-based inkjet technology directly onto textiles, making them ideal for high-resolution, full-color decorations on cotton-rich apparel. This digital method excels in producing intricate graphics, photographic details, and complex gradients with a soft-hand feel that traditional screen printing cannot easily replicate. At Joto Imaging Supplies, our DTG systems support efficient small-batch production and on-demand fulfillment by eliminating the need for costly setup and physical screens. Whether you are creating custom t-shirts, hoodies, or tote bags, DTG printing provides a sustainable and versatile solution for businesses of all sizes.