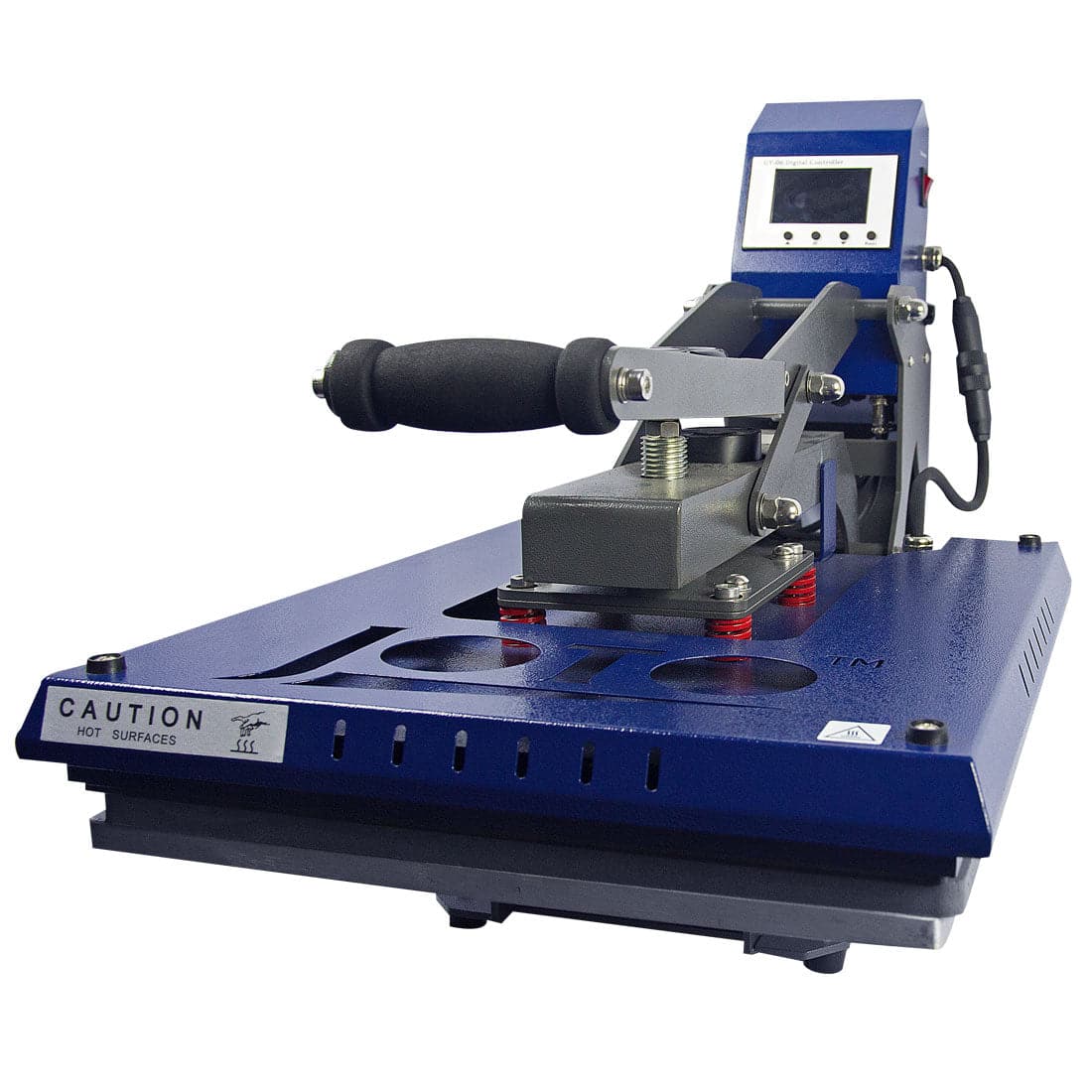
Direct-to-garment (DTG) inks are most compatible with natural fibers such as 100% combed ringspun cotton, linen, and hemp, though high-quality 50/50 cotton-polyester blends can also achieve professional results. To ensure optimal ink adhesion and vibrant color density, a specialized liquid pretreatment solution is required, particularly for dark garments that necessitate a white ink underbase. This pretreatment acts as a primer, flattening surface fibers and preventing the water-based pigment inks from soaking into the fabric to maintain sharp details and high wash fastness. Utilizing a professional heat press to cure the pretreatment and final print is essential for molecularly bonding the binder to the textile fibers for a durable, soft-hand finish.